



 第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!
第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!


TPE包胶注塑那些地方要特别注意?
热塑性弹性体TPE 是一种具有橡胶的高弹性,高强度,高回弹性,又具有可注塑加工的特征的材料。具有环保无毒安全,硬度范围广,有优良的着色性,触感柔软,耐候性,抗疲劳性和耐温性,加工性能优越,无须硫化,可以循环使用降低成本,既可以二次注塑成型,与PP、PE、PC、PS、ABS等基体材料包覆粘合,也可以单独成型。

TPE成型加工过程中需要注意以下几点:
1.机器选择(注塑成型)
锁模能力以每平方英寸投射成型面积计应为1.5-3吨,可采用压缩比为2:1-3:1的通用螺杆,注射量应为机膛容量的25%-75%,通常在加工温度下最长的停留时间应为8-10分钟。在注塑时注射喷嘴应使用一较小的锐孔,以有助于产生剪切加热。建议的注射喷嘴直径为1/16(0.0625"或1.59mm)至3/16(0.1875"或4.76mm)。
2.主流道
一般可采用带3C出模角的标准主流道设计,软性SBS及SEBS材料不可用“Z”型拉针,倒扣指、反向锥形冷井和狭槽棒拉针皆是典型设计。
3.收缩率
TPE材料的收缩率依配方而别,在0.5–2%范围内,熔胶流进模具反向的收缩率会较高一般而言,SBS的收缩率要小一些,而SEBS的收缩率则会略大,密度较高的材料收缩率较密度低的材料收缩率要小一,此外,加工条件如模温,熔胶温度,注速与产品厚度会影响产品收缩率。
4.干燥
TPE一般不具备吸湿性,是无需干燥的,但对于二次注塑材料或基体中过多的水分会对粘接力产生不利的影响,利鸿公司E3系列和E4系列的二次注塑产品需要进行干燥。对于需要进行干燥的品种,要求其水分含量为0.1%以下。为了尽可能地提高干燥效率和产生高质量的工件,强烈推荐采用去湿式干燥机或真空式干燥机。典型的干燥条件是在温度为70-80摄氏度的条件下干燥2~3小时。
5.着色
色母料载体应与所选择的TPE材料相容,对于SBS基材TPE来说以PS或EVA为底的色种较适当;而SEBS基材的TPE则以PE或PP为底的色种较适当,EVA为底的色种热稳定性较差,TPE不可采用以PVC为底的色种,为了使分散过程较易进行,色母料应该具有比基础TPE复合材料较低的粘度(较高的熔融流动指数)。对于很多种二次注塑材料,如果使用聚乙烯(PE)载体,则可能会对粘接力产生不利的影响,如果色母料中蜡含量高,也可能会降低粘接力。
6.回收料
对于很多采用两种材料的应用,添加回收料的方式不可取。可以利用洁净的TPE回收料,其比例最高可达20%。黑色材料可容纳较高比例的回收料。天然产品、浅色或透明的复合材料可能呈现出污染或变色,除非妥善地加以控制。停留时间过长或回收料掺混比例较高时,黄色、红色、蓝色和绿色的有机颜料较有可能被烧掉或褪色。若有可能,回收料比例应始终保持一致。
7.清机
SBS具有良好的热稳定性,没有必要在每次原料中断后都要清理炮筒,可以PS来清理炮筒,SEBS弹体的热稳定性非常好,加工温度下即使停放两小时,在炮筒里的材料都不会降解,熔融流动指数较低的PP或HDPE来清理炮筒。如果生产过程中,更改不同颜色时建议使用熔融流动指数较低的PP来清理炮筒。
8.压力和射速
通常,所需或所达的注塑压力是200-600psi。为了利用剪切稀化所产生的好处,应将注塑速度调整为可在1-3秒种内充满模具。注射SBS材料通常使用中等的注射速度,但注射SEBS材料就必须使用较高的注射速度,以避免熔胶在填模时半途由于冷却影响外观,对于二次注塑材料来说,较高的压力和射速可获得更佳的粘接力。
9温度
SBS基材TPE软段分子段有不饱和键,容易被氧化,高温或高剪切率加工产生材料降解可能性高,为避免材料降解,加工温度须保持150–200摄氏度,熔胶不宜停留在炮筒内太久,若加工温度超过200C,熔胶粘度会上升(SBS分子可能有架桥现象),因而降低生产率。SEBS弹体软质段分子饱和,不会被氧化,高温或高剪切率加工不影响稳定性,一般加工温度在190–230摄氏度间,可用高剪切率加工,如果材料因高温或高剪切率加工而降解,熔胶粘度会因分子链断裂而降低,而对于一些特殊规格的TPE的能会使用到250甚至更高的温度来生产。对二次注塑来说,为了达到最佳的粘接强度,经常要求采用高于正常值的熔体温度。在某些关键的应用中,此温度可接近于该TPE加工温度的上限。为了缩短在高温下的停留时间,应尽可能地降低注塑单元后段的温度,而只将最后一段和注射喷嘴保持在较高的加工温度条件下。具体牌号的加工温度,清参照利鸿公司的物性表。对于二次注塑,可在将基体嵌入模具前先进行预热而达到这一点。预热也可以减少基体表面的任何水分,从而改善粘接力。对于两次注射模塑,第一次和第二次注塑之间的时间间隔应尽可能地缩短,以达到最佳的粘接力。但是,此时间间隔又必须长到足以使基体能产生抵抗注塑压力的能力,而且不至于因第二次注塑而再次熔化或变形。总的循环周期取决于壁厚最厚部分之冷却以及转动该模具和装载嵌件所需的时间。
10.模具温度
为了防止水分在模具内冷凝和将水中杂质带入模腔,应将模塑区域的模具温度设定在一定温度以上。如果工件具有很长或很薄的部分,而且不可能以改变其它模塑参数的方式来实现充填,那么也许就不得不提高模具温度。SBS基材的模具温度一般为10~40摄氏度,SEBS基材模具温度为35~65S摄氏度,较高模温可促进溶胶在模内的流动,低压注射亦能填模,适当的模具温度可获得更佳的表面效果。
11.冷却时间
所需的冷却时间取决于熔体温度、工件的壁厚和材料的熔融指数。较硬的品种比较软的品种凝固得较快,也较容易脱模。由于塑料基体的导热性很差,TPE只能从一侧得到冷却,故二次注塑的工件需要较长的时间进行冷却。相对于每0.100"二次注塑层的厚度,二次注塑的工件所需的冷却时间一般为20-40秒。
12.影响二次注塑TPE材料与基体(PP、ABS、PC、PA)等之间粘接力的因素可能有:
1)基体类型-添加剂(加玻纤、矿物质填充、经过热稳定处理、经添加润滑油);
2)色母料载体类型;
3)二次注塑层和基体中的水分含量;
4)回收料的质量和添加比例;
5)基体的清洁程度、制备和预热;
6)加工条件(熔体温度、压力、注塑速度、冷却时间);
7)工件和模具的设计(特别是截流式设计)。
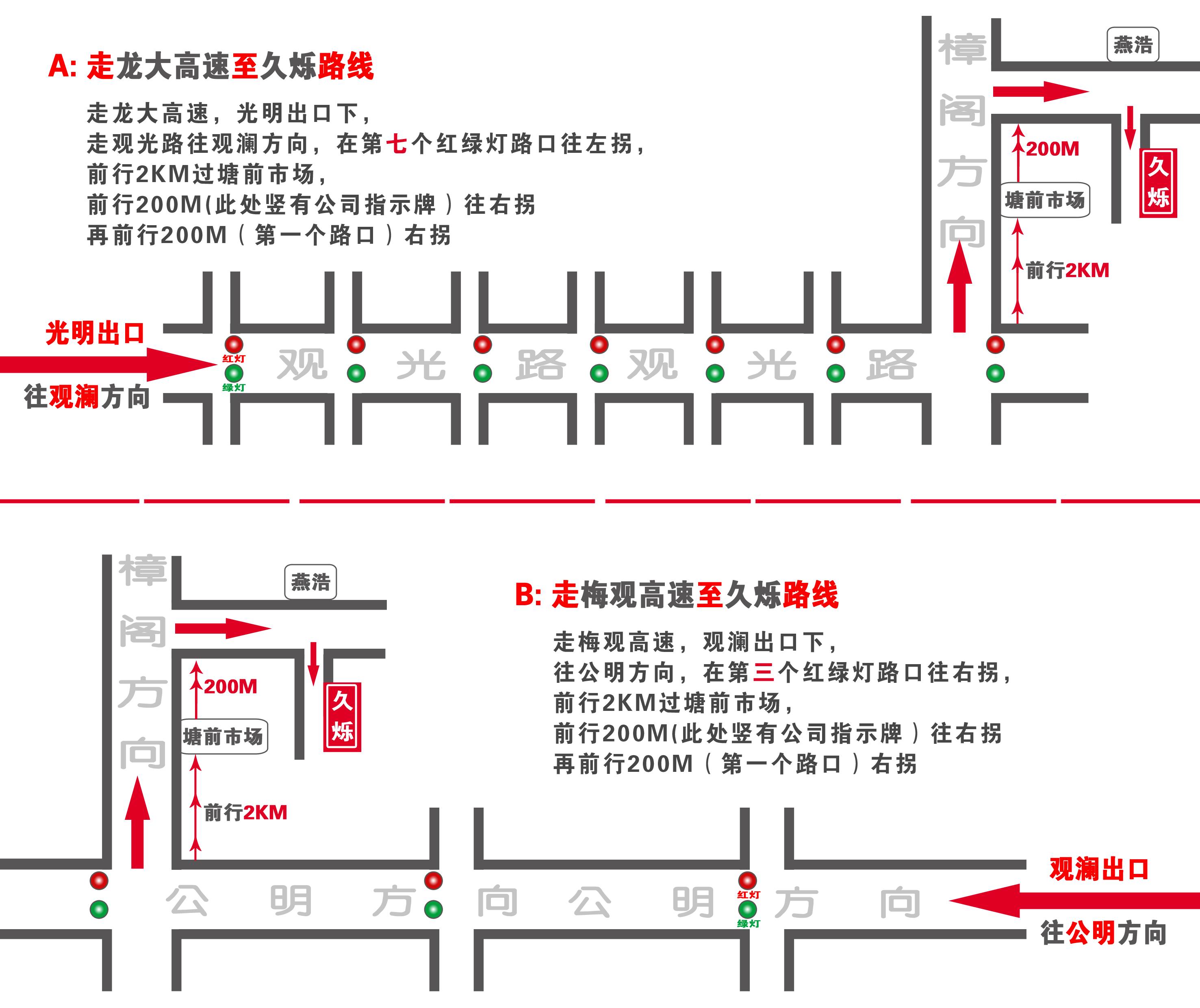
<久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临

久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临
相关资讯






 挤出 粘合剂 密封剂 鞋料")




同类文章排行
- 手握把TPE材料制品为什么会有光斑?
- 玩具脚轮TPE/TPR材料注塑为何出现溢边(飞边、披锋)?
- TPE/TPR牙刷塑胶制品鼓包怎么办?
- 如何解决TPE/TPR 塑胶材料制品缩水问题?
- 快速了解TPE/TPR 注塑制品缺料的原因及改善方法
- 成人用品TPE材料注塑成型的工艺
- 热塑性弹性体注塑时出现分层现象的解决办法
- TPR材料采用吹塑工艺加工的注意事项
- TPR材料注塑常见问题的解决方法
- TPE采用挤出加工工艺的常见问题解答
最新资讯文章
您的浏览历史



