



 第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!
第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!


注塑成型第六弹:TPE常见制品缺陷及解决方法
TPR/TPE等注塑成型的制品易出现气泡
制品表面和内部出现许多不同尺村和形状的气泡
(1)熔胶时裹入空气。压力太小或时间太短,注塑过程中裹入的空气未能充分排出,致使制品产生气泡。
TPR/TPE注塑缺陷问题解决方案:若熔胶时裹入空气,则适当增加背压、注射压力、保压压力、保压时间。
(2)胶料含有水分。
TPR/TPE注塑缺陷问题解决方案:适当调整制品配方,加入稳定剂;对物料进行彻底干燥除去低分子物质
(3)模具设计不合理,如浇口位置不正确或浇口截面太小,主流道和分流道长而窄等,都可能引起气泡的产生
TPR/TPE注塑缺陷问题解决方案:合理设计模具的结构(包括流道结构、浇口结构等)
(4)工艺条件:成型温度过高;成型周期过长。
TPR/TPE注塑缺陷问题解决方案:适当降低成型温度;缩短成型周期

TPR/TPE等注塑成型的制品易出现气泡
熔接痕是在有孔穴的注射制品或多点进浇的塑料制品中,塑料熔体在模腔中汇合时不能完全融合而在汇合处形成线形凹槽。熔融塑料在型腔中由于流速不连贯、充模料流被中断而以多股料流汇合时,因不能完全熔合是产生熔接缝的主要原因。此外如果熔体在浇口处发生喷射现象也会生成熔接缝,因熔接缝处的强度较低而导致整个制品强度降低,故在设计时应考虑到避免熔接缝的问题。
(1)材料流动性差,流速过慢,料流前锋温度较低,使几股料流汇合时不能充分融合而产生熔接痕
TPR/TPE注塑缺陷问题解决方案:应该选用流动性好的塑料或在料中加入润滑剂以增加流动性。
(2)模具排气不良,使模腔压力过大,料流不畅,应该增设排气槽
TPR/TPE注塑缺陷问题解决方案:适当降低合模力或重新确定浇口位置,在此之前应首先检查有无异物阻塞排气孔;开设排气系统或在熔接缝处开设溢流槽,既可使排气良好又可使熔接缝脱离制件
(3)模具浇注系统设计不合理,浇口位置设计不当或浇口过多,流程过长,前锋料流不能充分融合
TPR/TPE注塑缺陷问题解决方案:应该缩短流程,减小料流温差;浇口太小,使流道阻力过大,应加大浇口尺寸。
(4)冷料使熔体流动受阻
TPR/TPE注塑缺陷问题解决方案:应加大冷料井尺寸。
(5)接近接缝面模具表面上的冷凝和润滑剂过量,熔体不能很好融合
TPR/TPE注塑缺陷问题解决方案:应该彻底清洗模具表面,避免颗粒和模具表面过分润滑。
(6)熔体温度过低,模具温度过低,注射压力太低,注射速度太慢都会使料流前锋温度降低加快,不能充分融合
TPR/TPE注塑缺陷问题解决方案:应该适当增加这些工艺参数的数值。
(7)当从工艺和模具上无法避免熔接痕的产生时
TPR/TPE注塑缺陷问题解决方案:可以在制品设计时在熔接痕处附设“调整片”,使熔接痕出现在调整片上,然后再把它切除掉。
(8)制品结构设计不合理,如果制品太薄或薄厚相差悬殊或嵌件太多,都会引起熔接不良
TPR/TPE注塑缺陷问题解决方案:在设计制品时应保证制品最薄部位大于成型时允许的最小壁厚,尽量使壁厚一致,减少嵌件的使用
(9)模具冷却系统设计不好,模具冷却过快;材料干燥不好,各种挥发物含量太高;喷嘴温度太低;嵌件未预热等也都会使熔接不好。
TPR/TPE注塑缺陷问题解决方案:应该根据不同情况采取不同措施来减少熔接痕的产生。
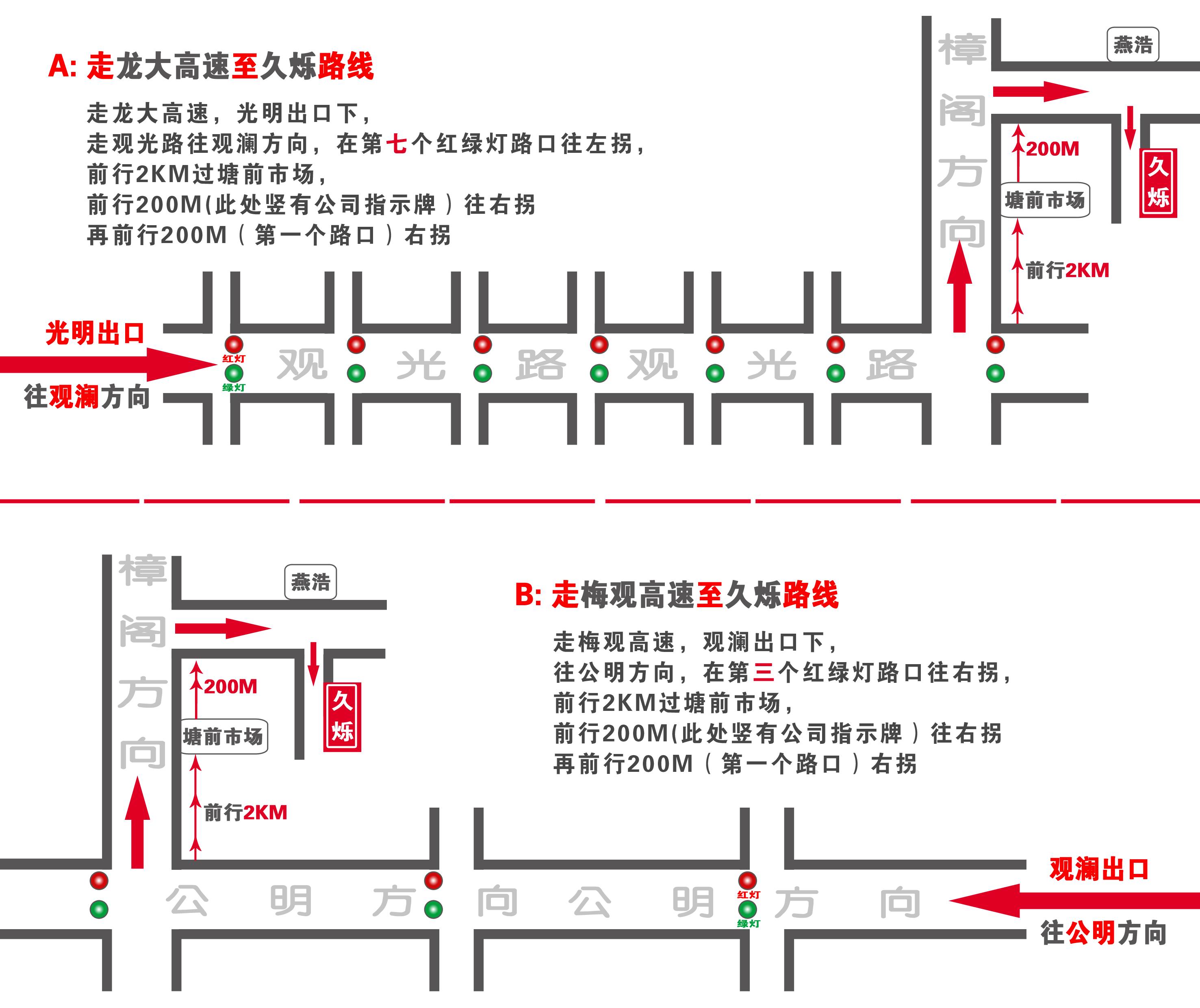
久烁科技(TPE/TPR 官网:www.99tpe.com)欢迎您的光临

久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临








")
同类文章排行
- 手握把TPE材料制品为什么会有光斑?
- 玩具脚轮TPE/TPR材料注塑为何出现溢边(飞边、披锋)?
- TPE/TPR牙刷塑胶制品鼓包怎么办?
- 如何解决TPE/TPR 塑胶材料制品缩水问题?
- 快速了解TPE/TPR 注塑制品缺料的原因及改善方法
- 成人用品TPE材料注塑成型的工艺
- 热塑性弹性体注塑时出现分层现象的解决办法
- TPR材料采用吹塑工艺加工的注意事项
- TPR材料注塑常见问题的解决方法
- TPE采用挤出加工工艺的常见问题解答
最新资讯文章
您的浏览历史



