



 第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!
第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!


注塑成型第九弹:TPR/TPE等注塑成型的制品出现黑点,表面白化,局部烧焦的解决方法
本次 TPE/TPR 注塑成型的制品易出现问题的解决方法在这里将告一段落,大家如果对注塑成型方面还有很多不了解的地方可以与我们联系,下面就让我们就来开启本系列的最后一弹。
TPR/TPE等注塑成型的制品易出现黑点
(1)熔料过热焦化。注射速度过高,对于小浇口熔料会因剪切生热大而降解
TPR/TPE注塑缺陷问题解决方案:降低机筒温度,调整降低注射速度、螺杆转速、背压等
(2)熔料在机筒或模具流道内停留时间过长。
TPR/TPE注塑缺陷问题解决方案:调整注塑周期,检查模具流道、螺杆、过胶头、过胶圈、法兰内壁等部位有无已焦化的胶料粘附,如果有,需要进行清理。
(3)原料掺入杂质,被污染。
TPR/TPE注塑缺陷问题解决方案:检查原料有无杂质、污染,如果有,则需要清理
TPR/TPE等注塑成型的制品易出现局部烧焦
制品的某部位变色(通常是变为深色,如出现棕色、黑色等条纹)
(1)塑料的热稳定性不好,如PVC等热敏性塑料。
TPR/TPE注塑缺陷问题解决方案:调整塑件配方,适当加入效果更好的热稳定剂
(2)料筒或者螺杆的结构有缺陷(如碰伤或缺口),熔料会在此处长时间滞留而分解;模具排气不良,使熔料受到瞬时高压(产生极高的温度)而烧焦
TPR/TPE注塑缺陷问题解决方案:对螺杆料筒进行定期维修,消除熔料残存的死角,模具结构中应增设排气槽
(3)料筒温度太高,导致塑料过热分解;料筒中存在着残余树脂;注射速度太快,注射压力过高,使摩擦热升高;成型周期太长,熔体在高温下停留时间过长而分解
TPR/TPE注塑缺陷问题解决方案:适当降低成型温度,降低注塑速率和注射压力,缩短注塑成型周期,并且及时清理料筒
TPR/TPE等注塑成型的制品易出现表面白化
在制品对喷嘴一侧,即在顶杆位于模具顶出一侧的地方出现的应力泛白的现象
外力作用是导致塑件表面白化的主要原因
TPR/TPE注塑缺陷问题解决方案:降低注射压力,保压压力,缩短保压时间,适当提高脱模斜度,特别是在加强筋和凸台附近应防止倒退拔。脱模机构的顶出装置要设置在塑件壁厚处或适当增加塑件顶出部位的厚度
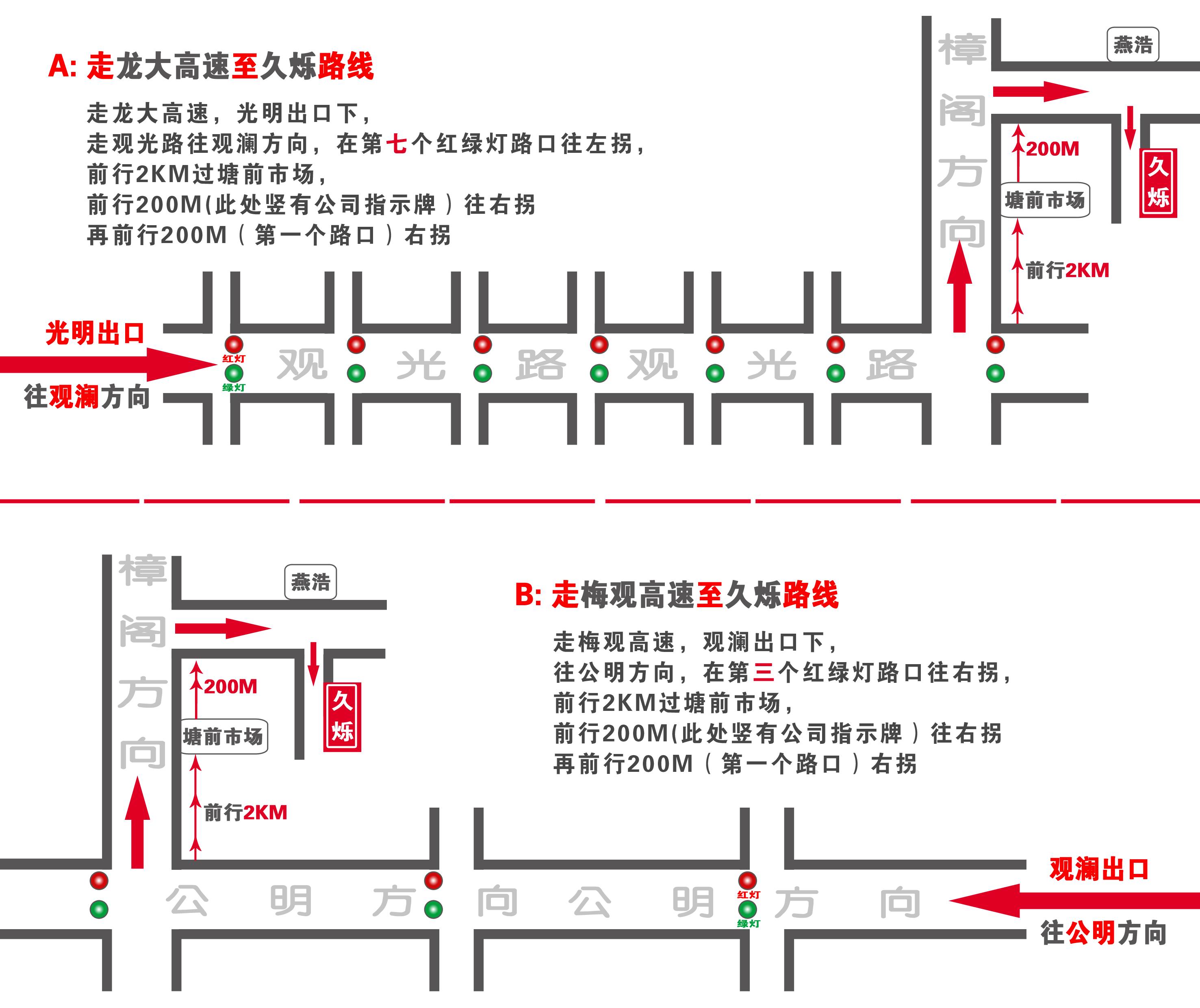
久烁科技(TPE/TPR)欢迎您的光临

久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临
相关资讯









/7551 9551")
同类文章排行
- 手握把TPE材料制品为什么会有光斑?
- 玩具脚轮TPE/TPR材料注塑为何出现溢边(飞边、披锋)?
- TPE/TPR牙刷塑胶制品鼓包怎么办?
- 如何解决TPE/TPR 塑胶材料制品缩水问题?
- 快速了解TPE/TPR 注塑制品缺料的原因及改善方法
- 成人用品TPE材料注塑成型的工艺
- 热塑性弹性体注塑时出现分层现象的解决办法
- TPR材料采用吹塑工艺加工的注意事项
- TPR材料注塑常见问题的解决方法
- TPE采用挤出加工工艺的常见问题解答
最新资讯文章
您的浏览历史



