



 第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!
第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!


注塑成型第三弹:TPE常见制品缺陷及解决方法
TPR/TPE 等注塑成型的制品易出现填充不足
填充不足指料流末端出现不完整现象或一模多腔中一部分填充不满。

(1)材料流动性不好,料流不能充满整个型腔,
TPR/TPE注塑缺陷问题解决方案:应该选用流动性较好的塑料。
(2)模具排气不良使空气或塑料降解时产生的气体无法排出,致使型腔末端压力过高,料流无法充满型腔
TPR/TPE注塑缺陷问题解决方案:对策是在熔体最后充模处开设排气槽。
(3)模具浇注系统设计不合理,如:浇口位置不合理,浇口尺寸、流道尺寸过小,使熔体流动不畅,都会造成料流不能充满型腔。
TPR/TPE注塑缺陷问题解决方案:对策是改善模具流道及浇口设计,扩大浇口及流道尺寸。
(4)料流前锋冷却的料阻塞浇口、流道和注料口,致使制品填充不足,
TPR/TPE注塑缺陷问题解决方案:这时应该扩大冷料井尺寸。
(5)喷嘴与模口R值不一致,使熔体有效量及有效压力下降,造成填充不足,
TPR/TPE注塑缺陷问题解决方案:应该保证喷嘴与模口R值一致。
(6)加料量过大使熔体有效压力下降,料流无法充满型腔
TPR/TPE注塑缺陷问题解决方案:减少供料,可采用供料节流栓方法控制滑润颗粒料的超供料
(7)成型工艺方面,熔体温度、模具温度、注射保压压力、注射速度这些工艺参数数值过低,均会造成充模长度缩短,使型腔充填不足
TPR/TPE注塑缺陷问题解决方案:适当提高这些参数数值。
(8)喷嘴温度太低,使熔体射入模腔时温度降低,从而造成充模长度缩短
TPR/TPE注塑缺陷问题解决方案:开模时应使喷嘴与模具分离,减少模具温度对喷嘴的影响,使喷嘴温度保持在工艺规定范围内。
(9)注射行程过短,无法满足产品对注射量的要求,造成供料不足
TPR/TPE注塑缺陷问题解决方案:此时应该调整注射行程,并检查颗粒架桥的供料口或调整喷嘴逆流阀。
(10)多腔模中,浇注系统排布不平衡,致使远离主浇道的型腔无法充满
TPR/TPE注塑缺陷问题解决方案:可通过调整浇口宽度尺寸或使各部分流道长度一致,浇注系统平衡,使料流同时充满型腔
(11)多腔模中,各级注射速度设定不当,造成制品填充不足
TPR/TPE注塑缺陷问题解决方案:应该提高一级注射速度,即设定高速注射,当物料通过浇口时,减少注射速度,加长时间
(12)制品设计不合理,制品长度与壁厚不成比例,熔体容易在塑件薄壁部位的入口处流动受阻,使制品填充不足。
TPR/TPE注塑缺陷问题解决方案:应该调整此比值至合适值,通常塑件的壁厚超过8mm或小于0.5mm都对成型不利,应该避免采取这样的壁厚。
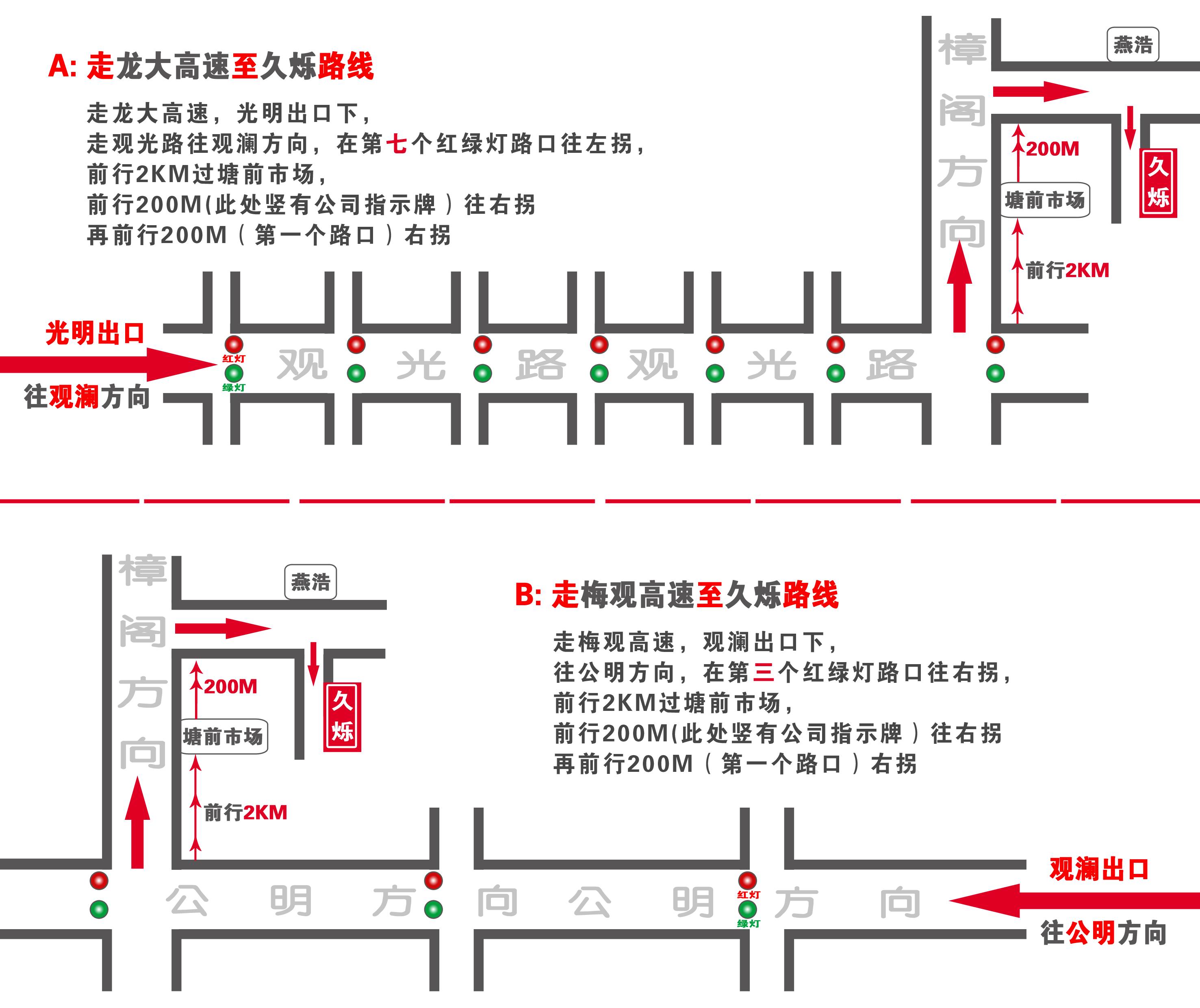
久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临
TPE/TPR)欢迎您的光临

久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临

/7551 9551")

")







同类文章排行
- 手握把TPE材料制品为什么会有光斑?
- 玩具脚轮TPE/TPR材料注塑为何出现溢边(飞边、披锋)?
- TPE/TPR牙刷塑胶制品鼓包怎么办?
- 如何解决TPE/TPR 塑胶材料制品缩水问题?
- 快速了解TPE/TPR 注塑制品缺料的原因及改善方法
- 成人用品TPE材料注塑成型的工艺
- 热塑性弹性体注塑时出现分层现象的解决办法
- TPR材料采用吹塑工艺加工的注意事项
- TPR材料注塑常见问题的解决方法
- TPE采用挤出加工工艺的常见问题解答
最新资讯文章
您的浏览历史



