



 第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!
第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!


注塑成型第七弹:TPE常见制品缺陷及解决方法
很多人都反应我的这系列文章不错,其实这个并不是我写的,我只是在网上看到了这个系列的文章,觉得不错,特意分享给大家,也是让大家全面的去了解 TPE/TPR 注塑成型中所出现的各种问题。
TPR/TPE等注塑成型的制品易出现制品粘模
塑件保留于模具中,难以脱出
(1)在包装和运输的过程中混入杂质;或原料的粒径过大,或分布不均
TPR/TPE注塑缺陷问题解决方案:对原材料进行严格净化、筛选。
(2)注射压力、保压压力过高。注射压力、保压压力影响充模效果和制品质量,注射压力、保压压力过高会有溢料现象而出现粘模
TPR/TPE注塑缺陷问题解决方案:若注射压力、保压压力过高,则降低过高的注射压力、保压压力,适当减少注射时间、保压时间
(3)收缩粘模。制品的表面较光滑,容易粘附在高度抛光的模具上,特别是深模的模芯
TPR/TPE注塑缺陷问题解决方案:若为收缩粘模,则可以: ①降低机筒温度,缩短冷却时间,趁热顶出; ②从模芯处吹气,消除制品与模芯之间的真空; ③喷脱模剂到模具上;④在原料中加入0.1~0.2%的硬脂酸锌起润滑作用;⑤必要时,修改模具,增加脱模斜度。在模具设计时脱模斜度应取较大值,一般大于3°。

TPR/TPE等注塑成型的制品易出现变色与暗纹
指由于物料过热降解或其他原因而在制品表面出现的变颜色或暗条纹。
(1) 材料热稳定性差
TPR/TPE注塑缺陷问题解决方案:应选用热稳定性好的材料或在材料中添加热稳定剂。
(2) 材料中有回收料
TPR/TPE注塑缺陷问题解决方案:应停止使用回收料。
(3) 喷嘴与模口R 值不一致,产生积料,并在每次注射时带入模腔
TPR/TPE注塑缺陷问题解决方案:应使喷嘴与模口R 值一致。
(4) 物料塑化不均匀,制品中有未熔化的料粒,出现暗纹
TPR/TPE注塑缺陷问题解决方案:应提高背压,使塑化均匀。
(5) 料中有异物,如:来自模具上的灰尘,料斗加热器或料筒因腐蚀电镀层脱落,料筒或喷嘴中存有以前使用过的残存树脂等
TPR/TPE注塑缺陷问题解决方案:清洗料筒、喷嘴或清理料斗。
(6) 料筒或螺杆有缺陷(如碰伤或缺口) 而引起物料长时间滞留而分解
TPR/TPE注塑缺陷问题解决方案:进行修复,必要时更换
(7) TPR/TPE等注塑成型的制品易出现模具排气不良,在充模时,模内空气被压缩,温度升高而烧伤物料发生焦烧,并多在熔接缝处发生此类缺陷
A.在最后充模处开设排气槽或增设排气槽;B.适当减低合模力;C.重新确定浇口位置。
(8) 由于熔体温度过高,模塑周期太长,使物料过热,导致塑料分解,
A. 降低模具温度;B. 缩短模塑周期。
(9) 由于注射速度太快,注射压力过高,使摩擦热升高,导致塑料降解
A. 降低最后一级注射速度;B. 降低注射压力;C. 扩大浇口尺寸。
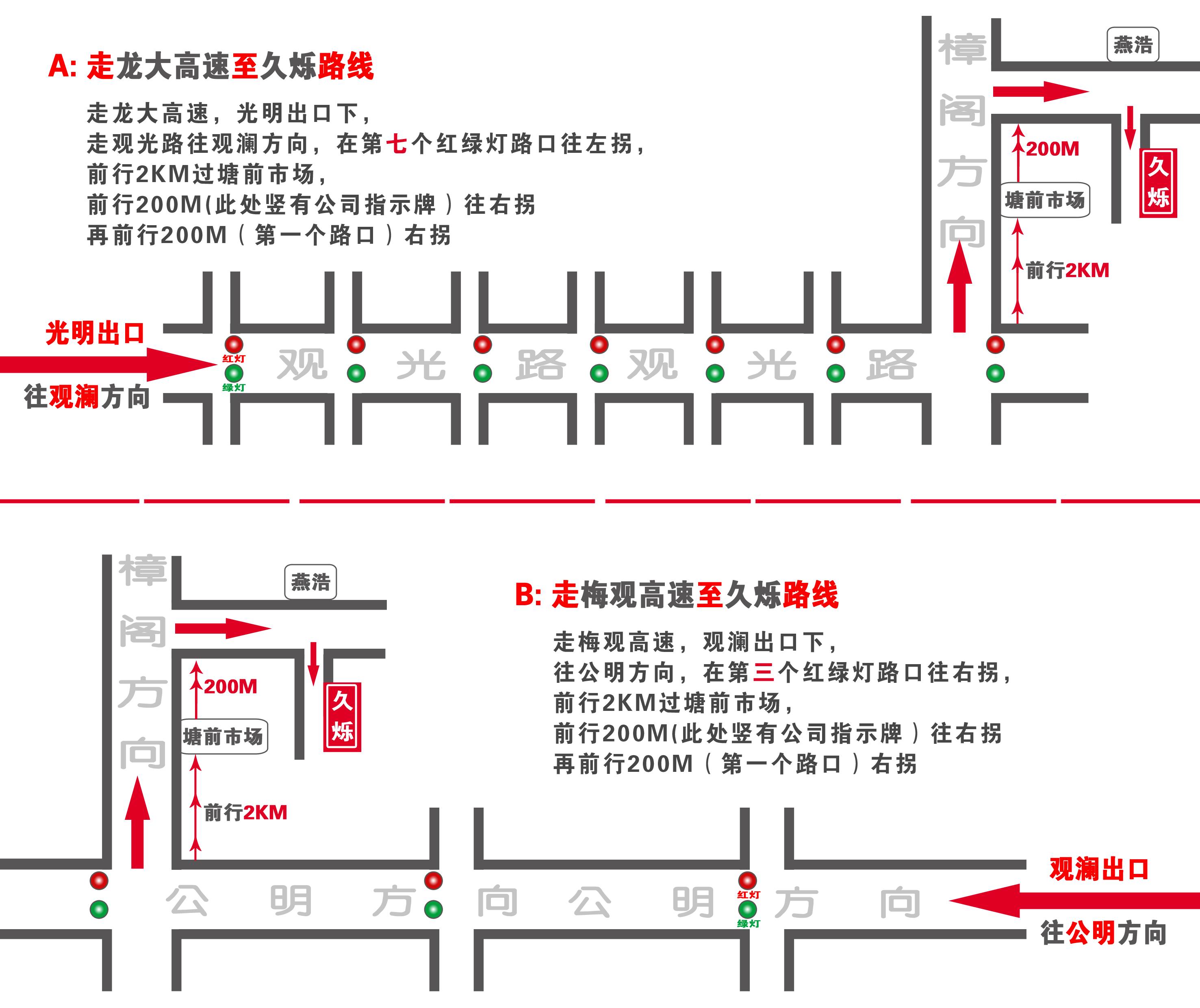
久烁科技(TPE/TPR 官网:www.99tpe.com)欢迎您的光临

久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临











同类文章排行
- 手握把TPE材料制品为什么会有光斑?
- 玩具脚轮TPE/TPR材料注塑为何出现溢边(飞边、披锋)?
- TPE/TPR牙刷塑胶制品鼓包怎么办?
- 如何解决TPE/TPR 塑胶材料制品缩水问题?
- 快速了解TPE/TPR 注塑制品缺料的原因及改善方法
- 成人用品TPE材料注塑成型的工艺
- 热塑性弹性体注塑时出现分层现象的解决办法
- TPR材料采用吹塑工艺加工的注意事项
- TPR材料注塑常见问题的解决方法
- TPE采用挤出加工工艺的常见问题解答
最新资讯文章
您的浏览历史



