



 第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!
第5代虚拟肌肤TPE材料 岂止柔韧5G TPE of Cyberskin,Softer than Softer!


注塑成型第一弹:TPE常见制品缺陷及解决方法
(1)制品凹痕
现象:制品凹痕或气泡,塌坑,缩水,真空泡等都是制品凹痕缺陷。
原因:由于保压补缩不良,制品冷却不均模腔胶料不足引起塑料收缩过大,使产品表面出现凹痕,塌坑,真空泡,空洞影痕,是人看上去有不平整的感觉。
(2)成品不满
现象:塑件不良,模具不充满,气泡表面不完整等都是制品成品不满缺陷。
原因:主要是物料流动性太差,供料不足,原料填充流动不良,充气过多和排气不良造成填充模具型腔不满,使塑件外形残缺不够完整或多型腔时个别型腔填不满或填模不良等。
(3)制品披锋
现象:飞边过大,毛边过大都是制品披锋缺陷。
原因:由于锁模不良,模具阻碍或间隙过大,塑料流动性太好,射胶胶料过多,使塑件制品沿边缘出现多余的薄翅,片状毛边等。
(4)制品熔接不良
现象:熔接痕明显,表面熔合线等都是制品熔接不良缺陷。
原因:由于物料污染,胶料 过冷和使用脱模剂过多等使融料分流回合料温下降,树脂与附和物不相溶等原因使融料分流回合时熔接不良,沿制品表面或内部产生明显的细接缝或微弱的融合线等。
(5)制品裂纹
现象:拉裂,顶裂,破裂,龟裂等都是制品裂纹缺陷
原因:由于制品内应力过大,脱模不良,冷却不均匀,塑料混合比例不当,性能不良和模具设计不良或设置参数不当如顶针压力过大等原因,使制品表面出现裂缝,细裂纹,开裂或在负荷和溶剂作用下发生开裂。
(6)制品变形
现象:变形,翘曲,表面肿胀,尺寸不稳定等都是制品变形缺陷。
原因:由于注塑成型时的残余应力,剪切应力,制品壁厚薄不均匀及收缩不均匀所造成的内应力,加上脱模不良,冷却不足,制品强度不够,模具变形等原因,使制品发生形状畸变,翘曲不平,型孔偏离,壁厚不均等现象,还由于模具强度,精度不良,注塑机工作不稳定及工艺技术条件不稳定等原因,使制品尺寸变化不稳定。
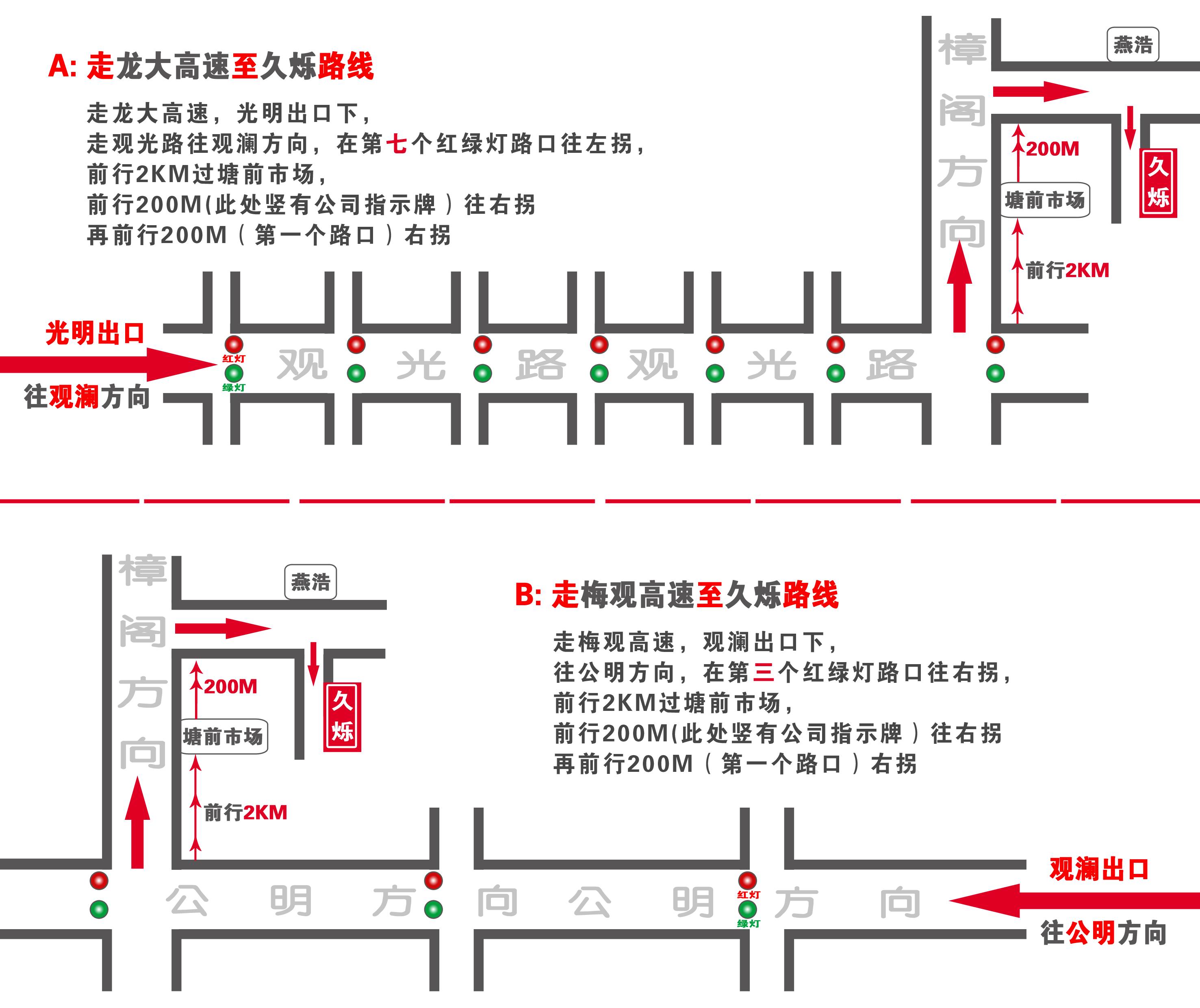
久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临

久烁科技路线图,久烁科技(TPE/TPR)欢迎您的光临











同类文章排行
- 手握把TPE材料制品为什么会有光斑?
- 玩具脚轮TPE/TPR材料注塑为何出现溢边(飞边、披锋)?
- TPE/TPR牙刷塑胶制品鼓包怎么办?
- 如何解决TPE/TPR 塑胶材料制品缩水问题?
- 快速了解TPE/TPR 注塑制品缺料的原因及改善方法
- 成人用品TPE材料注塑成型的工艺
- 热塑性弹性体注塑时出现分层现象的解决办法
- TPR材料采用吹塑工艺加工的注意事项
- TPR材料注塑常见问题的解决方法
- TPE采用挤出加工工艺的常见问题解答
最新资讯文章
您的浏览历史



